The most common cause of fires in thermal fluid systems is the degradation and failure of mechanical seals in thermal fluid pumps.
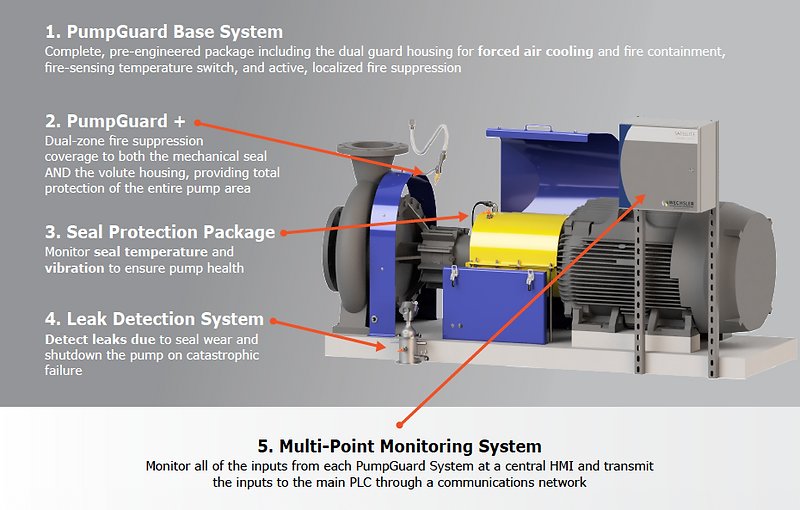
PumpGuard thermal fluid pump protection system provides localized fire suppression and monitoring for thermal fluid pumps to protect your equipment, process, and people. The PumpGuard adds layers of protection to reduce the risk of thermal fluid pump fires!
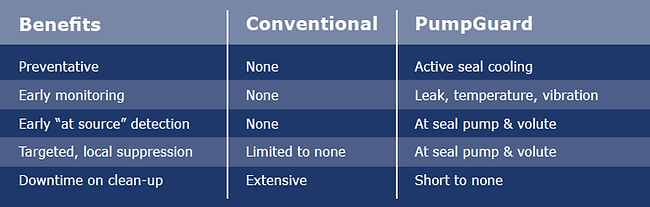
No other thermal oil pump protection system provides the level of coverage of benefits PumpGuard does. PumpGuard thermal oil pump safety system provides benefits including:
Active forced air cooling at the mechanical seal
Leak, temperature, and vibration monitoring
Early leak detection at seal pump
Fire suppression directed at pump seals
Faster recovery and cleanup in the case of part failure or fire incident
Dual guard housing (patent pending) directs fluid pump motor cooling air across the pump’s mechanical seal, reducing the seal’s operating temperature and prolonging its.
Monitor key indicators of thermal fluid pump health including seal temperature, vibration, and leak detection, to detect early signs of oil pump failure before a fire occurs.
Foam fire suppressant delivered via spray nozzle directly to the source of the fire - the pump, minimizing affected areas and required cleanup.
Have questions about our thermal fluid solutions? Use the form below to reach us! Include all necessary details, and we’ll follow up if more information is needed.

Copyright © 2025 Wechsler Technologie’s. All Rights Reserved.
